 На сегодняшний день генераторы являются основным производителем электроэнергии. Большая часть тока, вырабатываемая так называемыми вращающимися машинами, приходится на турбогенераторы, установленные на атомных и тепловых электростанциях. В последнее время износ энергетического оборудования привёл к повышению требований относительно безопасности, особенно турбогенераторов большой единичной мощности. Одним из ключевых решений этого вопроса является обеспечение качества бандажных колец за счёт совершенствования технологии производства и управления процессом их изготовления.
На сегодняшний день генераторы являются основным производителем электроэнергии. Большая часть тока, вырабатываемая так называемыми вращающимися машинами, приходится на турбогенераторы, установленные на атомных и тепловых электростанциях. В последнее время износ энергетического оборудования привёл к повышению требований относительно безопасности, особенно турбогенераторов большой единичной мощности. Одним из ключевых решений этого вопроса является обеспечение качества бандажных колец за счёт совершенствования технологии производства и управления процессом их изготовления.
Конструктивные особенности мощного турбогенератора
В состав этого механизма входят 2 ключевых компонента:
- статор – стационарный компонент, на который оказывают существенное воздействие вибрационные и крутящие динамические нагрузки, а также электромагнитные, термические и высоковольтные;
- ротор – вращающийся компонент, находящийся под воздействием динамических механических, а также термических и электромагнитных нагрузок.
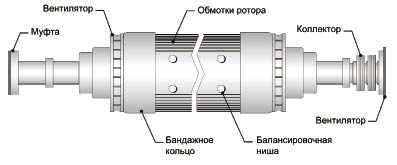 Вал ротора представляет собой среднюю активную часть (бочку) и два хвостовика. Его характеризует единая поковка высокой категории прочности. Вал ротора производится из высоколегированной стали с высокими магнитными и механическими свойствами. Ротор крупного двухполюсного турбогенератора обладает массой 60-100 тонн, четырёхполюсного – 160-200 тонн. Для изготовления вала используется слиток примерно вдвое больше, это предельное значение для современной металлургии.
Вал ротора представляет собой среднюю активную часть (бочку) и два хвостовика. Его характеризует единая поковка высокой категории прочности. Вал ротора производится из высоколегированной стали с высокими магнитными и механическими свойствами. Ротор крупного двухполюсного турбогенератора обладает массой 60-100 тонн, четырёхполюсного – 160-200 тонн. Для изготовления вала используется слиток примерно вдвое больше, это предельное значение для современной металлургии.
Для закрепления лобовых частей обмотки ротора используются роторные бандажи, состоящие из колец двух типов – бандажного и центрирующего. Бандажные кольца различаются по типам установки:
- для жёсткой посадки на вал и бочку;
- для посадки на полуэластичное центрирующее кольцо и бочку ротора, под носик бандажного кольца устанавливается изоляционная прокладка;
- для посадки на бочку и промежуточную втулку;
- для посадки только на бочку.
| (Bec.eд.-%) | C | Si | Cr | Mn | P | S | N |
|---|---|---|---|---|---|---|---|
| Mин. | — | — | 17,5 | 17,5 | — | — | 0,50 |
| Mакс. | 0,12 | 0,8 | 20,0 | 20,0 | 0,050 | 0,015 | — |
Кольцо бандажное, жёстко установленное на вал и бочку, удовлетворительно работает только в турбогенераторе мощностью до 30 МВт, имеющем сравнительно короткие роторы. В установках от 50 МВт используются полуэластичные центрирующие кольца, имеющие зигзагообразную или более надёжную выточку в виде диафрагмы. Для турбогенераторов серии ТГВ предназначены роторные бандажи с посадкой только на бочку – консольные.
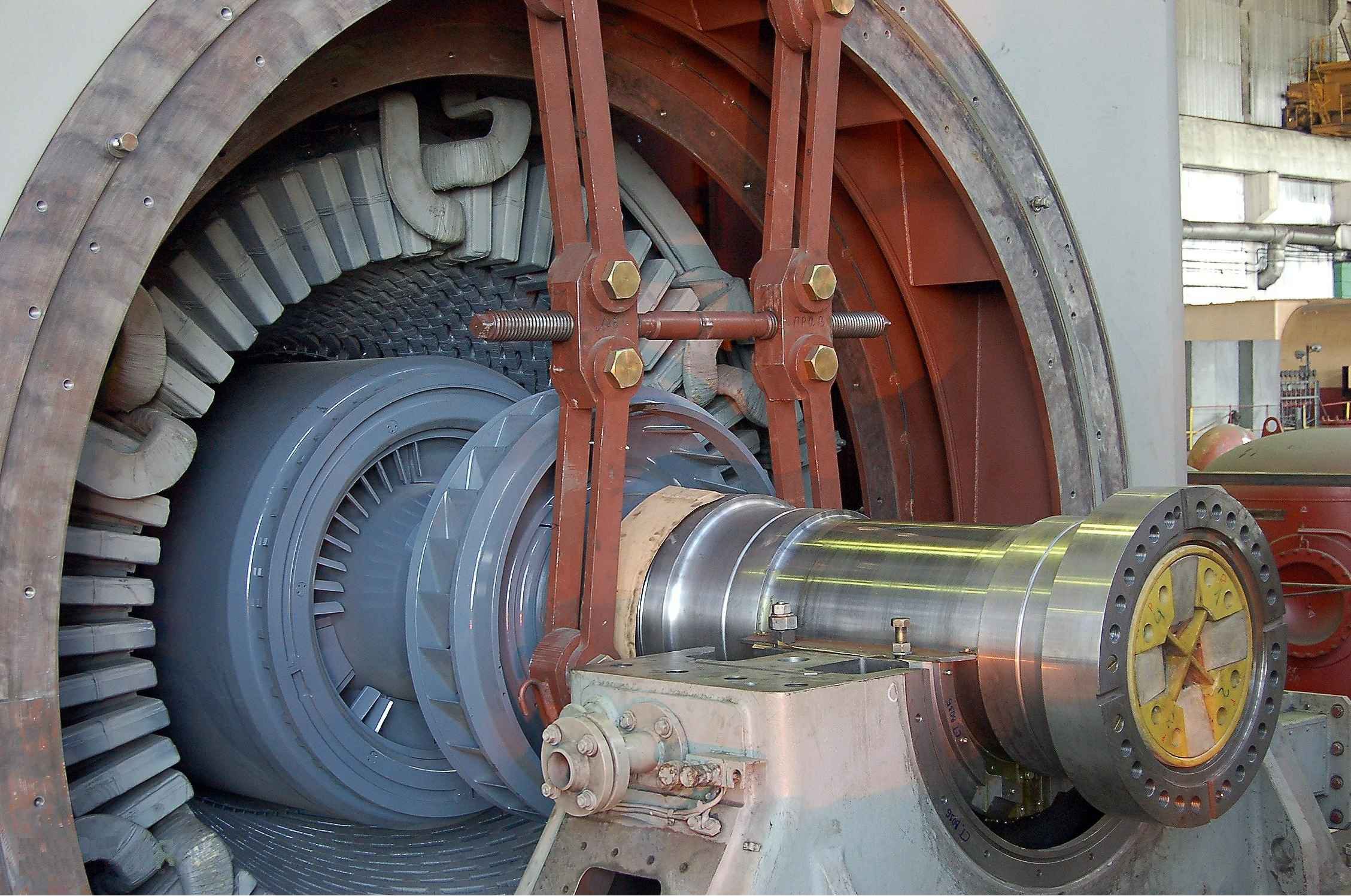
Помимо воздействия центробежных сил ротор турбогенератора испытывает значительное воздействие знакопеременных изгибающих, поскольку, несмотря на вращение, остаётся прогнутым вниз. Чтобы предотвратить деформацию, вызванную центробежными силами, лобовые части обмотки закрепляют роторными бандажами. Бандажные кольца представляют собой наиболее напряжённо работающие узлы ротора, поскольку они испытывают центробежные усилия собственной массы, составляющие около 60% всей нагрузки, воздействие лобовых частей обмотки и усилия от посадки с натягом. Поэтому для изготовления бандажных колец используется материал с очень высокими прочностными, пластическими и немагнитными свойствами, уменьшающими поля рассеивания, дополнительные потери и местные нагревы в торце статора.
 Для турбогенераторов мощностью от 30 МВт бандажные кольца изготавливаются из высокопрочной немагнитной хромоникельмарганцевой стали, подвергаемой сложной обработке. Прочное крепление бандажей может обеспечить только горячая посадка с натягом. Натяг должен обеспечить плотное соединение бандажного кольца как при номинальной частоте вращения, так и при угонной 3600 оборотов в минуту. При внезапном сбросе нагрузки во время эксплуатации турбогенератора частота вращения ротора способна возрасти на 20%.
Для турбогенераторов мощностью от 30 МВт бандажные кольца изготавливаются из высокопрочной немагнитной хромоникельмарганцевой стали, подвергаемой сложной обработке. Прочное крепление бандажей может обеспечить только горячая посадка с натягом. Натяг должен обеспечить плотное соединение бандажного кольца как при номинальной частоте вращения, так и при угонной 3600 оборотов в минуту. При внезапном сбросе нагрузки во время эксплуатации турбогенератора частота вращения ротора способна возрасти на 20%.
Технология производства бандажных колец
Технологический процесс производства состоит из:
- выплавки слитка;
- электрошлакового переплава;
- ковки;
- прошивки отверстия;
- ковки на цилиндрической оправке;
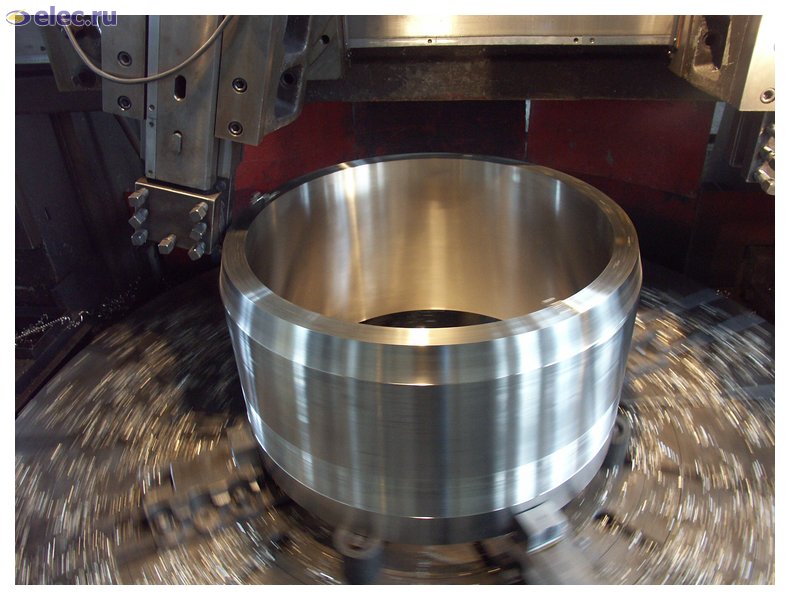
- механической обработки;
- закалки;
- холодного деформационного упрочения;
- отпуска;
- проверки механических свойств;
- чистовой механической обработки;
- неразрушающего контроля готового бандажного кольца.
В разных странах используются различные способы производства бандажей. Основные отличия заключаются в способах холодного деформационного упрочнения заготовки. Чтобы величины пределов прочности и текучести отвечали требуемым, холодная пластическая деформация бандажного кольца должна составлять 50-60%, таким образом, в холодном состоянии материал должен обладать очень высокой пластичностью. Остальные технологические операции во всех странах практически идентичны.
Существует альтернативный способ изготовления бандажных колец – раскатка кольцевой заготовки. Она осуществляется на оправке при 200-500 °C. Однако в большинстве случаев холодное деформационное упрочение предпочтительнее.
Например, на заводах компании Energietechnik Essen GmbH в Германии холодное упрочнение кольцевой заготовки осуществляется путём механического расширения диаметра на вертикальном прессе при усилии 60 МН. Для этого используют многосекционную раздвижную обойму, расширяющуюся при воздействии на неё вертикального клина.
В России и Франции упрочнение кольцевых заготовок производится за счёт использования метода гидрорастяжения. Но только российские производители таким образом упрочняют крупногабаритные бандажные кольца, диаметр которых варьируется в пределах 316-1338 мм.
Метод гидрорастяжения, по сути, это дальнейшее развитие процесса гидроштамповки различных полых деталей. Наибольшее распространение гидроштамповка получила в России, Германии, Японии, Великобритании. Получаемые в результате гидрорастяжения бандажные кольца, в сравнении с изготовленными механическим упрочнением и раскаткой на оправке, демонстрируют более высокий уровень прочности и однородность механических характеристик по всему объёму.
Преимущества, которые может предложить компания ООО «РЭМ-Энерго»
- Клиенты и партнёры компании получают заказанные бандажные кольца в кратчайшие сроки.
- На складе готовой продукции в Новосибирске всегда имеется запас готовых изделий, при отсутствии нужных моделей оперативно изготовим бандажные кольца для турбогенераторов из собственных или предоставленных заказчиком поковок.
- Предприятие имеет налаженные связи с ремонтными организациями и заводами-производителями.
- Специалисты «РЭМ-Энерго» предоставляют технические консультации по техническим характеристикам, подбору и монтажу производимого оборудования.
В наличии поковки для генераторов:
- ТВФ 120-2 ЕУ3;
- ТВФ 63-2;
- ТВФ-60-2;
- ТГВ-200 и др.
Стоимость поковки для бандажных колец зависит от таких факторов, как тип турбогенератора, размер изделия, требуемые механические свойства, курс евро на сегодняшний день. Для уточнения требуемых параметров и расчёта цены бандажного кольца, свяжитесь с нашими специалистами. Как правило, чтобы точно всё рассчитать, им необходимо знать тип турбогенератора, размеры готового изделия или поковки. На изготовление одного бандажного кольца предприятие тратит не менее 110 дней. Производим бандажное кольцо по заводским чертежам. Замеры и расчёты необходимых натягов проводит шеф-инженер «РЭМ-Энерго» после выезда на объект заказчика.
Примеры работ



|